

Patentovaný proces umožňuje lisování při nižších tlacích, což šetří kapitálové náklady na zařízení pro výrobu panelů. #lepidla #mimo autokláv #sloučenina na tvarování plechu
Může to vypadat jako dřevěné dveře, ale ve skutečnosti jde o vrstvenou repliku povrchu SMC, vyrobenou pomocí nového lisovacího procesu SMC společnosti Acell. Tento proces využívá jádro z fenolické pěny k výrobě dveří a dalších stavebních panelů prostřednictvím nízkotlakého jednorázového lisování. Zdroj: Asell
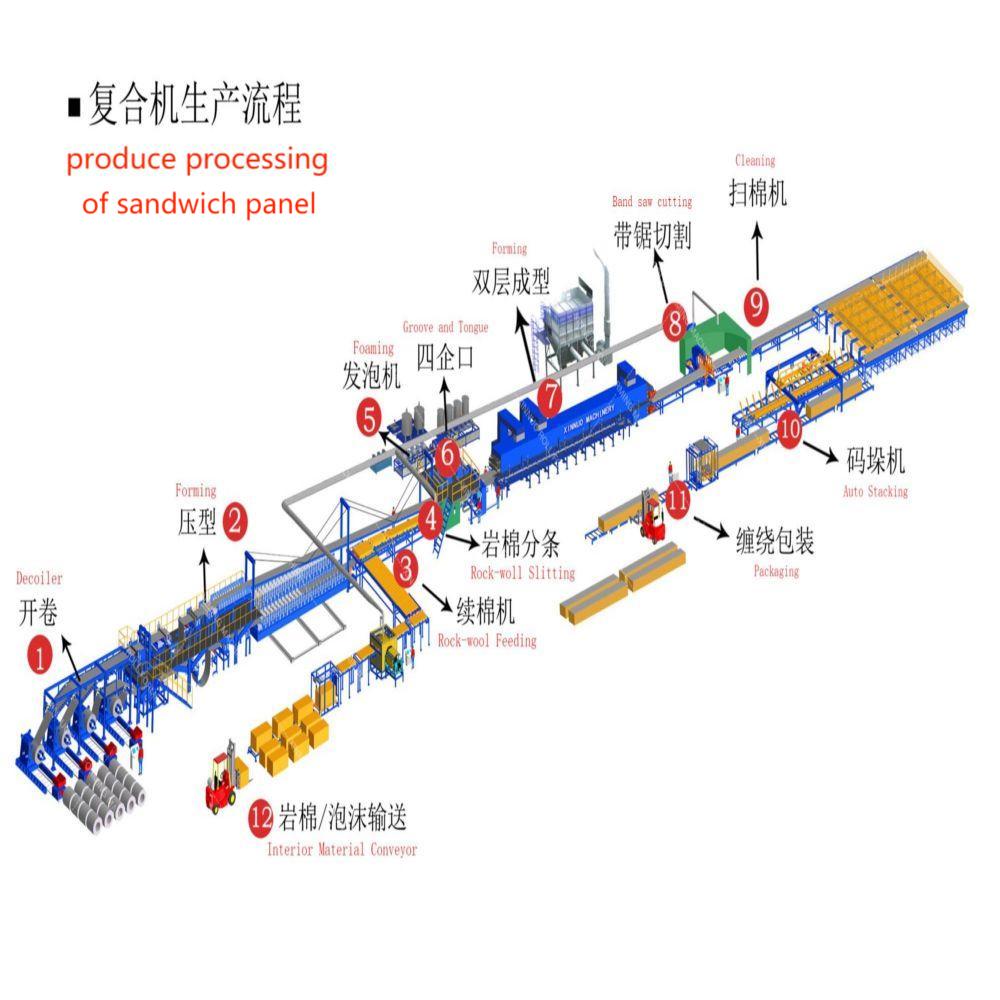
Tento obrázek ukazuje instalaci lisu. Všimněte si zvýšené lišty viditelné vlevo nahoře, která podporuje robotický stříkací systém PiMC pro práškové lakování. Zdroj: Italpresse
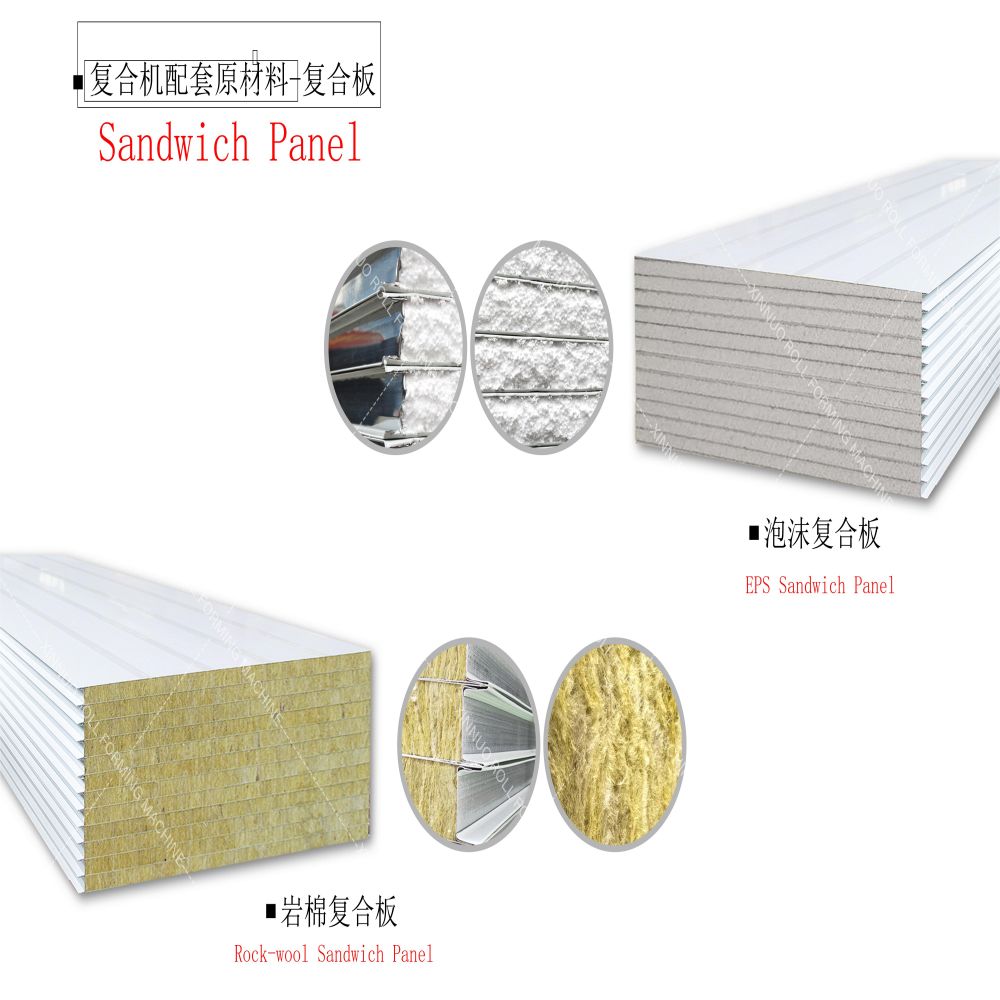
Příčný řez lisovaným panelem (bez dřevěného rámu) ukazující, jak pryskyřice SMC proniká do otevřených buněk pěnového jádra a vytváří mechanické spojení, aby se zabránilo delaminaci. Zdroj: Asell
Panely Acell jsou k dispozici ve stovkách povrchových úprav, včetně mramorových vzorů, jak je znázorněno zde. Zdroj: Asell
Krok 1: Během odlévání se nejprve pomocí kompozitní matrice vytvoří poniklovaná hliníková forma, aby se znovu vytvořila požadovaná povrchová úprava. Toto spodní čelo je typický dveřní panel. Zdroj: Asell
Krok 2: Negativ sklem plněné formovací hmoty (SMC) se umístí na nástroj; ve výrobním scénáři je na formu nejprve aplikován povrchový závoj, aby byla zachována konzistentní kvalita povrchu. Zdroj: Asell
Krok 3: Dveřní panel obvykle obsahuje dřevěný rám, který vám umožní vyvrtat otvory pro hardware do hotových dveří nebo panelu a vyříznout je tak, aby vyhovovaly vaší instalaci. Zdroj: Asell
Krok 4: Patentovaná fenolická pěna Acell (v podstatě oheň/kouř/virus) je umístěna do dřevěného rámu. Zdroj: Asell
Krok 5: Umístěte horní vrstvu SMC na polystyrenový a dřevěný rám a vytvořte druhou vnější vrstvu sendviče SMC a polystyrenu. Zdroj: Asell
Krok 6: Porovnejte hotový panel s formulářem. Všimněte si, že volná pěna umožňuje reprodukovat obrysy panelů. Zdroj: Asell
„Pokud to postavíte, přijdou“ může být hollywoodská fráze, ale také popisuje strategii pokroku, kterou průmysl kompozitů někdy používá – zavádění přesvědčivých inovací v naději, že se trh bude časem vyvíjet. Přizpůsobte se a přijměte to. Jednou z takových inovací je technologie lisovací směsi (SMC) společnosti Acell. Tento proces, celosvětově patentovaný v roce 2008 a představený v USA v roce 2010, poskytuje kombinaci materiálu a procesu pro vysoce výkonné vlastní sendvičové formování. Investiční náklady na vybavení panelů jsou mnohem nižší než u konvenčního lisování.
Vynálezcem této novinky je italská chemicko-technologická skupina Acell (Milán, Itálie), která již 25 let vyrábí unikátní jádro z fenolické pěny s otevřenými buňkami pro požárně odolné stavební konstrukce. Acell chtěl najít širší trh pro své pěnové produkty a vyvinul metodu použití pěny v kombinaci s SMC k efektivní výrobě dveří a dalších panelových produktů pro stavební trh. Technický partner Acell Italpresse SpA (Bagnatica, Itálie a Punta Gorda, Florida) navrhl a postavil kompletní výrobní linku na výrobu kompozitních panelů podle specifikovaných parametrů. „Věříme v náš obchodní model vytváření procesů a produktů pro globální použití,“ řekl obchodní ředitel Acell Michael Free.
Možná má pravdu. To vyvolalo velký zájem v oboru. Ve skutečnosti společnost Ashland Performance Materials (Columbus, Ohio) vytvořila strategickou alianci s Acell, aby propagovala tuto technologii v Severní Americe. Proces Acell byl také oceněn v roce 2011 cenou Composite Excellence Award (ACE) od American Composite Manufacturers Association. (ACMA, Arlington, Virginia) Kategorie inovace procesů.
Nový proces formování je krystalizací velkého množství výzkumu a vývoje sendvičových panelů. Dave Ortmyer, COO Italpresse USA, vysvětlil, že stávající konstrukce kompozitních dveří se vyrábí vícestupňovým a pracným procesem, který zahrnuje výrobu vnitřního rámu, laminování SMC kůže, montáž komponent a nakonec se dovnitř nalije polyuretanová pěna. pro tepelnou izolaci. Naproti tomu proces společnosti Acell vyrábí ekvivalentní dveřní panel v jediném kroku a za výrazně nižší počáteční náklady. „Tradiční forma dveřního pláště SMC může stát až 300 000 dolarů,“ řekl Ortmyer. "Náš proces vám může poskytnout hotové dveře jedním tahem, náklady na nástroje budou 20 000 až 25 000 $."
Materiály hrají v procesu klíčovou roli. Na rozdíl od většiny fenolických pěn, které jsou měkké, křehké a křehké (jako pěna ze zeleného květinářství používaná pro květinová aranžmá), je pěna Acell kombinací patentovaných ingrediencí k vytvoření silnější strukturální pěny. m3 (5 až 50 lb/ft3). Pěna má tepelně izolační vlastnosti, odolnost proti ohni, kouři a toxicitě (FST) a vlastnosti pohlcující zvuk. Je také k dispozici v různých velikostech buněk, řekl Free. SMC plněné sklem použité ve dveřních panelech je vyrobeno společností Acell, řekl. Vzhledem k tomu, že SMC je náchylný k uvolňování plynu během formování, říká Ortmeier, pěna působí jako prodyšný materiál, který umožňuje úniku plynu z formy skrz otvory.
Klíčovým problémem je však dostupnost. Ortmeier řekl, že partneři doufají, že poskytnou nákladově efektivní nástroje malým výrobcům nebo těm, kteří vyrábějí více produktů v krátké době. Při typickém lisování SMC jsou nástroje objemné a drahé, říká, nejen proto, že díly jsou objemné, ale také proto, že musí odolat opotřebení způsobenému pohybem a prouděním mnoha seřazených „náloží“ SMC. ve formě. . pod nutně vysokým aplikovaným tlakem.
Protože strukturovanější pěna Acell zůstává pod tlakem „křehká“ (deformovatelná), normální lisovací tlak ji zcela rozdrtí, takže lisovací tlak musí být relativně nízký. Proto proces Acell používá na kůži pouze tenkou vrstvu SMC. Neposouvá se ani neteče do stran, takže nehrozí opotřebení povrchu nástroje. Pryskyřice SMC ve skutečnosti teče pouze ve směru z – proces je navržen tak, aby ve formě poskytoval dostatek tepla ke zkapalnění matrice SMC, což způsobí, že část pryskyřice prosákne do sousedních pěnových buněk, protože se pod tlakem mírně drolí.
"Během lisovacího cyklu je skořepina SMC v podstatě mechanicky a chemicky fixována v pěně," vysvětluje Frey a tvrdí, že "delaminace skořepiny je nemožná." jiný Příliš silný nástroj. Cena dvou tenkých litých břitových destiček (horní a spodní) s požadovaným detailem povrchu je pouze zlomkem nákladů potřebných k výrobě ocelového nebo obráběného hliníkového nástroje SMC. Partneři říkají, že výsledkem je cenově dostupný proces nabízející širokou škálu transakcí za nominální kapitálové náklady.
Cenová dostupnost a cenová dostupnost však nevylučují přizpůsobivost. Byla provedena řada testů, ve kterých byly do laminátu zahrnuty tkané materiály. Jsou jednoduše zabudovány do mezivrstvy, čímž se zvyšuje pevnost panelů v ohybu. Podle Free lze do sendvičových panelů integrovat aramidové tkaniny, kovové plástve a dokonce i pultrudované vložky a lisovat je během zpracování pro větší odolnost proti výbuchu, ochranu proti krádeži a další. „Chceme, aby výrobci pochopili, že tento proces je velmi flexibilní a přizpůsobivý,“ vysvětlil. "Může vyrábět zakázkové tlusté nebo tenké panely za nízkou cenu bez dalšího zpracování, jako je lepení nebo upevnění."
Procesní závod, navržený Italpresse speciálně pro Acell, se skládá ze 120tunového lisu s vyhřívanými deskami pro umístění forem pro panely. Spodní deska je navržena tak, aby se automaticky pohybovala dovnitř a ven z lisu, a Ortmeier říká, že je možné přidat druhou vyhřívanou spodní desku na opačnou stranu stroje, aby se položila na jednu formu, zatímco druhá je v lisu pomocí Layup. stanice. Desky mají rozměry 2,6 m/8,5 stopy x 1,3 m/4,2 stopy pro „standardní“ aplikace, jako jsou dekorativní dveře, ale desky lze vyrobit na zakázku, aby vyhovovaly konkrétním projektům. Stojí za zmínku, že je také možné upravit stávající nastavení lisu tak, aby odpovídala procesu Acell, za předpokladu, že tlak lze řídit (pomocí zarážek matrice), aby se zabránilo nadměrné kompresi.
Formy jsou vyráběny individuálně pro každý panelový projekt a mohou být vyrobeny tradičními metodami odlévání. Pro získání povrchu formy s vysokým rozlišením, který napodobuje přírodní materiály, jako je dřevo nebo kámen, se sklolaminátové/polyesterové panely pokládají přímo na vybraný materiál, aby se vytvořily vzorové vzory pro horní a spodní nástroje. Dva hlavní modely jsou odeslány do slévárny, kde jsou nástroje odlity ze slitiny hliníku a niklu. Relativně tenký nástroj se rychle zahřeje a při nečinnosti jej mohou zvedat a přemisťovat dva pracovníci. K dispozici jsou i další možnosti nástrojů, ale odlévacími technikami se vyrábějí nástroje za rozumnou cenu a obvykle o tloušťce 0,75″ až 1″ (20 až 25 mm).
Při výrobě je forma připravena podle požadované povrchové úpravy panelu. Free vysvětlil, že jsou k dispozici různé tvarovací povlaky a povrchové úpravy, včetně tvarovacího práškového lakování (PiMC), široce používaného pigmentového prášku, který se rozpouští a reaguje s SMC a vytváří povlak odolný proti UV záření a poškrábání. Barva povrchu panelu. Mezi další možnosti patří nalití barevného nebo přírodního písku přes formu, aby se simuloval kámen, nebo použití tištěného závoje, který může přidat texturu a vzor. Dále se povrchové vlákno položí na formu, poté se vrstva SMC plněné sklem nařeže do tvaru síťoviny a položí se naplocho na připravenou formu.
Kus 1″/26 mm tlusté pěny Acell (také nařezaný do tvaru sítě) byl poté umístěn na horní část SMC. Druhá vrstva SMC se nanáší na pěnu spolu s druhým filmem, aby se usnadnilo uvolňování částí a poskytlo se vedení pro těkavé látky emitované SMC. Spodní matrice, která je umístěna na horní straně vyhřívané desky, je pak mechanicky nebo ručně přiváděna do lisu, kde je dosaženo procesní teploty 130 °C až 150 °C (266 °F až 302 °F). Spusťte horní formu na stoh, ponechte mezi formami malou vzduchovou mezeru a stlačte mezivrstvu silou 5 kg/cm2 (71 psi) po dobu asi pěti minut, aby se vytvořil pevný panel jako v kroku 6. razícího cyklu se korálky vysunou a díl se odstraní.
Pro vytvoření typického dveřního panelu byl proces upraven přidáním sendvičového dřevěného rámu kolem okraje kusu (krok 3) a instalací pěny dovnitř rámu. Hraněné dřevo umožňuje řezání dveří na přesné rozměry a snadnou instalaci montážních závěsů a kování, vysvětluje Fritsch.
Zatímco většina tradičních kompozitních dveří se nyní vyrábí v Asii, Ortmayer říká, že proces Acell „umožňuje ‚místní‘ výrobu na souši díky nižší ceně. Je to způsob, jak vytvořit pracovní místa ve výrobě za rozumné kapitálové náklady. V současné době je v Evropě sedm držitelů licence, kteří používají proces Acell k výrobě dveří a dalších panelových produktů, a zájem v USA od získání ocenění ACMA v roce 2011 rychle vzrostl, říká Free, který doufá, že uvidí více komponentů venkovních budov. Často se používá například jako obkladové panely (viz foto), tento proces je vynikající z hlediska tepelné izolace, odolnosti vůči UV záření a odolnosti proti nárazu.
Další výhodou je, že panely Acell jsou 100% recyklovatelné: až 20 % recyklovaného materiálu je znovu použito při výrobě pěny. „Vytvořili jsme ekonomický a ekologický proces lisování SMC,“ řekl Free. Mike Wallenhorst uvedl, že se očekává, že strategická aliance s Ashlandem přispěje k širšímu povědomí o této technologii. Ředitel produktového managementu ve společnosti Ashland. "Je to působivý kus technologie, který si zaslouží širší publikum."
Zdá se, že USA jsou připraveny výrazně investovat do infrastruktury. Dokáže si s tím průmysl kompozitů poradit?
Kompozitní panely zpomalující hoření poskytují průkopnickým budovám v Dubaji strukturu, vzduchotěsnost a ikonické fasády.
Koncept modulární budovy posunul kompozitní stavbu o krok dále a nabízí širokou škálu cenově dostupných řešení bydlení pro všechny typy stavebníků.
Čas odeslání: září 01-2023